د فلزي مرکب خارجي تختو تولید لاین

لنډ معلومات:
د امبوس شوي فلزي جامع خارجي تختو تولید لاین د نوي ډول چاپیریال دوستانه سپک وزن لرونکي ساختماني موادو تولید دی چې اوس مهال په نړۍ کې مشهور دي.او د پولیوریتین فوم پراساس آرائشی دیوال تختې.دا کولی شي د اور ضد حرارتي موصلیت آرائشی دیوال پینلونه په سطحه د فولادو پلیټ سره تولید کړي.په منځ کې polyurethane.او په لاندې کې د المونیم ورق یا فولاد پلیټ.
د محصول تفصیل
د محصول ټګ
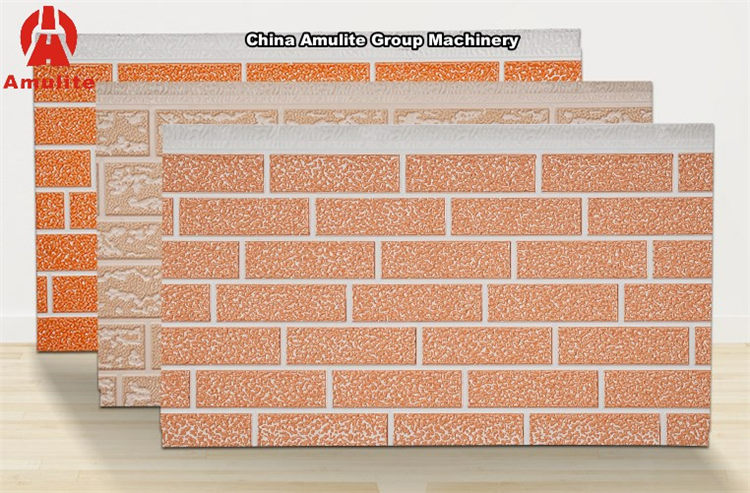
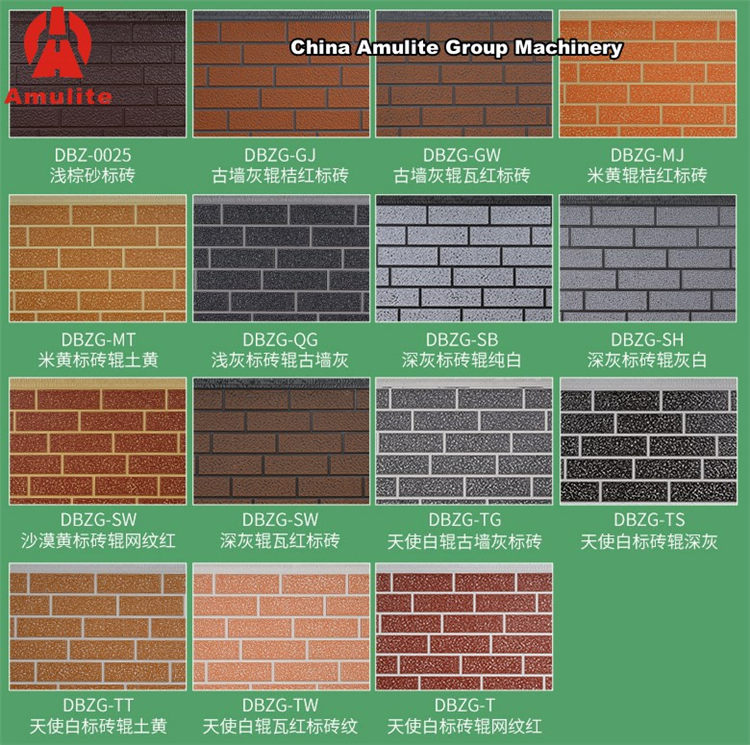
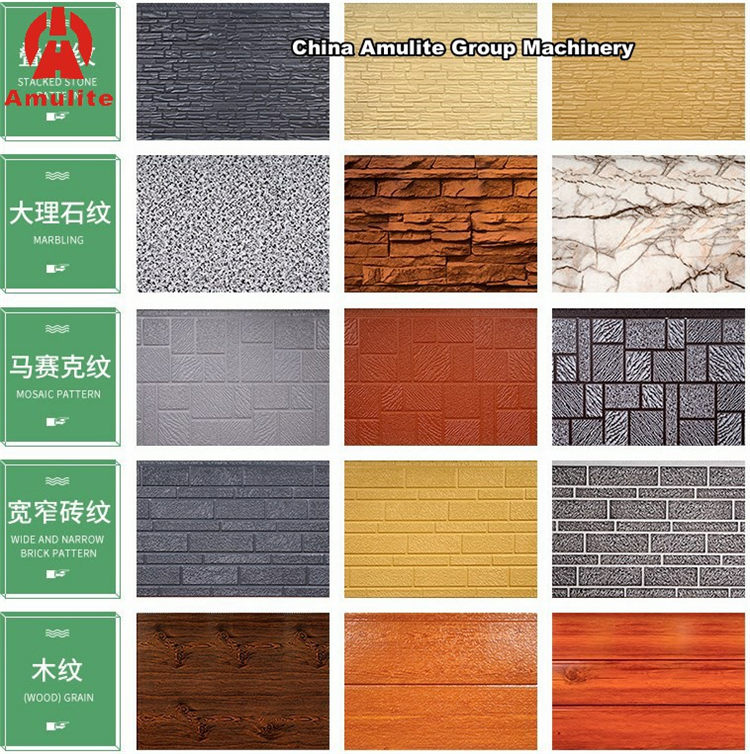
1. د دیوال پینل پیژندنه
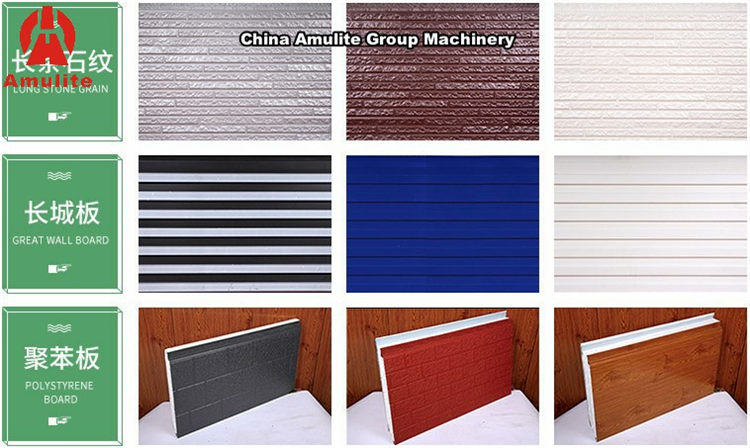
د امبوس شوي فلزي جامع خارجي تختو تولید لاین د نوي ډول چاپیریال دوستانه سپک وزن لرونکي ساختماني موادو تولید دی چې اوس مهال په نړۍ کې مشهور دي.او د پولیوریتین فوم پراساس آرائشی دیوال تختې.دا کولی شي د اور ضد حرارتي موصلیت آرائشی دیوال پینلونه په سطحه د فولادو پلیټ سره تولید کړي.په منځ کې polyurethane.او په لاندینۍ برخه کې د المونیم ورق یا فولاد پلیټ. د محصولاتو اصلي غوښتنلیک ساحې: د زړو ودانیو ترمیم.د لوړ پای ولا اپارتمانونه.ولاهوټلونهد سپکو فولادو جوړښت.ګرځنده کورونهفارم هاؤسونهلوی شاپنگ مالونه.د فابریکو داخلي او خارجي دیوالونه.etc

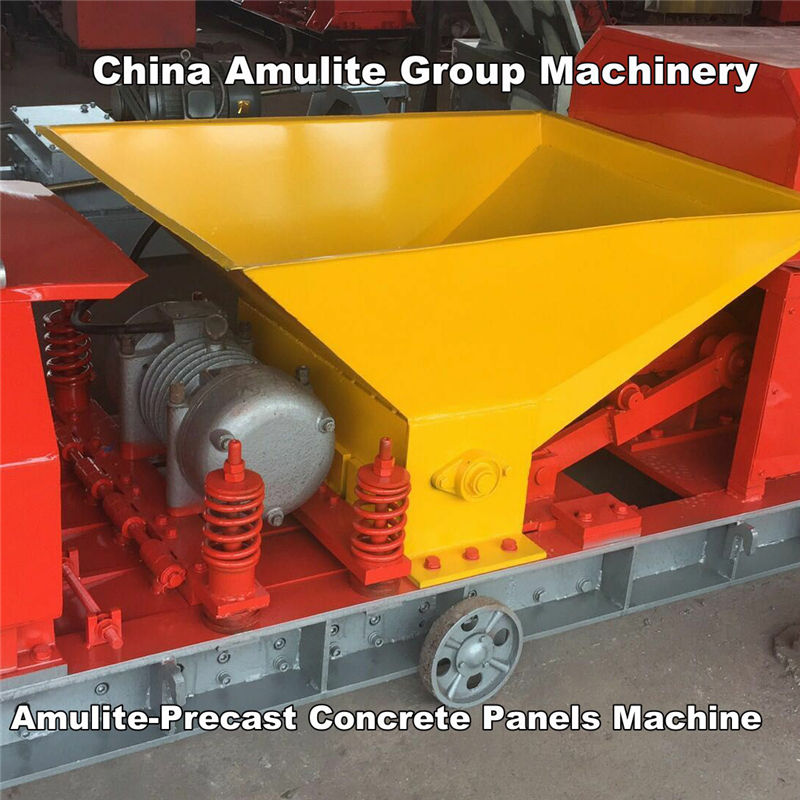
2. د تجهیزاتو جوړښت
امباس شوي فلزي جامع خارجي تختې د تولید لاین مین انواینډر → امبوسینګ ماشین → د سطح کولو ماشین → د غاړې جوړولو ماشین → د تودوخې پلیټ فارم → AB فوم ماشین انجیکشن → د المونیم چین پلیټ لامینینګ ماشین → د تختې قطع کول → رنګ کول → بسته کول وغيره.
3. د فلزي مرکب خارجي تختو تولید لاین اصلي تخنیکي پیرامیټرې
د دیوال پینل مشخصات: A.380×16mm B. (380-500)×(30-40)mm
د تولید سرعت: 4-10m/min
د المونیم مصر د ډبل کرالر اوږدوالی: 18-24m
د تجهیزاتو ټول ځواک: شاوخوا 60Kw
د تولید د کرښې ظرفیت: شاوخوا 1. 000. 000 مربع متره

4. د ابد شوي فلزي مرکب خارجي تختو تولید لاین د واحد جوړښت او فعالیت پیژندنه
Ⅰ.ناڅاپه
دنده: د فولادو کویلونو د خلاصیدو او امبوس کولو لپاره کارول کیږي
د جوړښت ډول: د فولادو ویلډینګ چوکاټ برخه.د اړخ بې ځایه کیدل د هیدرولیک سلنډر لخوا احساس کیږي.د کویل موادو د انحراف مخه ونیسئ.ناڅاپه غیر فعال ډول غوره کوي.د فشار کنټرول لپاره نیوماتیک بریک ولرئ.

Ⅱ.د امبوس کولو ماشین
دنده: د دیوال پینل مختلف نمونو سره سم.دوه مخالف امبوسینګ فلزي رولرونه د رنګ سټیل مختلف نمونو فشارولو لپاره کارول کیږي.
Ⅲد غوړولو ماشین:
BLC (R) ډوله د ټیټ فشار دوامداره فوم کولو ماشین یا PH (R/F) لوړ فشار فومینګ ماشین.د 1 رال (A) ټانک وکاروئ.1个Cureing Agent (B) ټانک؛ د میټر کولو دوه پمپ واحدونه د خپلواک متغیر فریکونسی موټرو لخوا پرمخ وړل کیږي.د میټرینګ پمپ د تولید جریان د میټرینګ پمپ سرعت بدلولو سره کنټرول کیږي. په پای کې.اجزا د اړتیا وړ تناسب سره مخلوط شوي او په مساوي توګه د ټیټ سټیل پلیټونو یا نورو فرعي برخو ترمینځ سپری کیږي.

Ⅳد جوړولو ماشین
دنده: د امبوس شوي رنګ فولاد شکل د ملټي ویل فلینګ لخوا درملنه شوې.
Ⅴ.لامینیټر
دنده: بشپړ آنلاین فومنګ او د Polyurethane شکل کول؛ د زنځیر پلیټ واحد د ډرایو موټرو څخه جوړ شوی.د زنځیر څرخ.د المونیم الیاژ سلسله پلیټ.پن شافټ او رولینګ بیرنگ.د بریښنایی تودوخې ټیوب د تودوخې میتود کارول؛ دا کولی شي د تولید لپاره اړین تودوخې ته د ډبل بیلټ ماشین په چټکۍ سره تودوخه کړي. کله چې تودوخه مخکې ټاکل شوي ارزښت ته ورسیږي.د بریښنا تودوخه د اصلي وضعیت سره سم فعال یا بند کیدی شي.
Ⅵ.ثابت اوږدوالی د ساینګ ماشین
دنده: د ټاکل شوي اندازې مطابق جوړ شوی بورډ لیدل.
دنده: اساس.فیوزلیج او پورتنۍ حرکت وړ چوکاټ د سټیل او پلیټ ویلډینګ جوړښت غوره کوي.د خطي لارښود ریل لخوا وصل شوی.د لارښود ریل د پورته کولو سطحه پای ته ورسیده.د نصب کولو دقت ډاډ ترلاسه کړئ؛ د ساینګ موټرو په پورتنۍ خوځنده چوکاټ کې نصب شوی.د حرکت چوکاټ د ګیر شوي موټرو لخوا پرمخ وړل کیږي.ورو ورو حرکت؛ د کلیمپ کولو وسیله په بدن کې نصب شوې.دا د هوایی سلنډر او فشار کولو بلاک څخه جوړ شوی دی؛ د بیا تنظیم کولو وسیله د سلنډر او بفر وسیلې څخه جوړه شوې ده؛ کله چې پلیټ ټاکل شوي اوږدوالي ته ورسیږي.د کلیمپینګ سلنډر د کلیمپینګ بلاک لاندې فشار راوړي.او بیا تنظیم شوی سلنډر بدن فشار راوړي ترڅو د پلیټ سره حرکت وکړي؛په ورته وخت کې.د سینګار موټر پیل شو.او د کمولو موټور په افقی ډول حرکت کولو لپاره پورتنۍ خوځنده چوکاټ چلوي.نو څنګه چې د پلیټ د انتقالي پرې کولو احساس کول؛وروسته له دې چې پرې کول بشپړ شي.د کلیمپ کولو وسیله پورته کیږي.او د ری سیٹ سلنډر بدن د ری سیٹ کولو لپاره اصلي نقطې ته د بیرته راستنیدو لپاره چلوي.
5. د فلزي مرکب خارجي تختې د تولید لاین اتوماتیک کنټرول
د اتوماتیک کنټرول سیسټم په څلورو برخو ویشل شوی: د خلاصیدو او امبوس کولو ساحې کنټرول.د جوړولو او لامینیشن ساحې کنټرول.د فوم کولو ساحې کنټرول او د ساینګ ساحې کنټرول.ټول بریښنا شاوخوا 60KW ده؛ د تودوخې پلیټ فارم شاوخوا 30KW دی.د بشپړ کنټرول سیسټم د پروګرام وړ کنټرولر څخه جوړ دی.ټیسټ سویچ.د ډیلټا انورټر ډرایور او نور اجزا.د ټچ سکرین پیرامیټر ان پټ او بټن همکارۍ عملیاتو له لارې.د تولید کرښې اتوماتیک تولید احساس کړئ.د دې فعالیت د باور وړ او باثباته دی.او عملیات ساده او اسانه دي.